
 English
English French
French Indonesia
Indonesia Portuguese
Portuguese Russian
Russian Spanish
Spanish Vietnamese
Vietnamese +86-157-2476-6919
+86-157-2476-6919Top 10 Chemicals for Plastics Industry

The plastics industry is one of the most significant sectors in modern manufacturing, providing materials used in a wide array of products, from packaging and automotive components to medical devices and consumer electronics. The development and production of plastics heavily rely on various chemicals to enhance properties such as durability, flexibility, heat resistance, and aesthetic appeal.
Top 10 Chemicals for Plastics Industry
| 1 | Polyethylene (PE) |
| 2 | Polypropylene (PP) |
| 3 | Polyvinyl Chloride (PVC) |
| 4 | Polystyrene (PS) |
| 5 | Polyethylene Terephthalate (PET) |
| 6 | Acrylonitrile Butadiene Styrene (ABS) |
| 7 | Polycarbonate (PC) |
| 8 | Polyurethanes (PU) |
| 9 | Polytetrafluoroethylene (PTFE) |
| 10 | Epoxy Resins |
Here’s a detailed look at the top 10 chemicals used in the plastic industry and discussed their benefits and applications in that industry.
1. Polyethylene (PE)

Polyethylene is the most widely used plastic polymer known for its flexibility, toughness, and chemical resistance. It plays a crucial role in the production of packaging materials, containers, and household goods, available in forms such as low-density polyethylene (LDPE) and high-density polyethylene (HDPE).
Benefits:
- Flexibility and Toughness: Polyethylene offers a good balance of flexibility and toughness, making it ideal for various applications.
- Chemical Resistance: It is resistant to many chemicals, which makes it suitable for packaging and containers.
- Ease of Processing: Polyethylene can be easily molded and processed, which enhances its versatility.
Applications:
- Packaging: Widely used in plastic bags, bottles, and film applications.
- Containers and Household Goods: Used in the production of containers, kitchenware, and household products.
Types of Polyethylene:
- Low-Density Polyethylene (LDPE): Utilized in flexible packaging and film applications.
- High-Density Polyethylene (HDPE): Employed in rigid containers, pipes, and geomembranes.
2. Polypropylene (PP)

Polypropylene is a versatile polymer with a high melting point and excellent fatigue resistance. It is integral to the plastics industry for applications that require sterilization, such as medical devices, as well as for making food containers, automotive parts, and textiles.
Benefits:
- High Melting Point: Suitable for applications requiring sterilization, such as medical devices.
- Excellent Fatigue Resistance: Retains shape after twisting and bending.
- Elasticity: Offers flexibility and elasticity, making it ideal for a variety of products.
Applications:
- Medical Devices: Used in products that require sterilization.
- Food Containers: Ideal for containers that need to withstand heat.
- Automotive Parts: Used in various automotive components due to its durability.
- Textiles and Consumer Goods: Widely used in textiles and everyday consumer products.
3. Polyvinyl Chloride (PVC)

PVC is a durable, cost-effective polymer extensively used in the construction and electrical industries. It is essential for manufacturing pipes, window frames, and flooring. When plasticized, it becomes flexible, making it suitable for electrical insulation and various consumer products.
Benefits:
- Durability: Known for its long-lasting nature.
- Resistance to Environmental Degradation: Withstands various environmental factors.
- Low Cost: Economical for large-scale applications.
Applications:
- Construction: Used in pipes, window frames, and flooring.
- Electrical Cable Insulation: Protects wiring and cables.
- Flexible PVC: Achieved by adding plasticizers, used in clothing, inflatable products, and electrical insulation.
4. Polystyrene (PS)

Polystyrene is a rigid, transparent polymer favored for its ease of molding and clarity. It is widely used in disposable products like coffee cups and food packaging, as well as in laboratory ware and insulation materials.
Benefits:
- Rigidity: Provides structural integrity for various products.
- Transparency: Clear polystyrene is ideal for products requiring visibility.
- Ease of Molding: Can be easily shaped into different forms.
Applications:
- Disposable Products: Common in disposable coffee cups and food packaging.
- Laboratory Ware: Used for petri dishes and other lab equipment.
- Insulation Materials: Provides thermal insulation for buildings and appliances.
5. Polyethylene Terephthalate (PET)
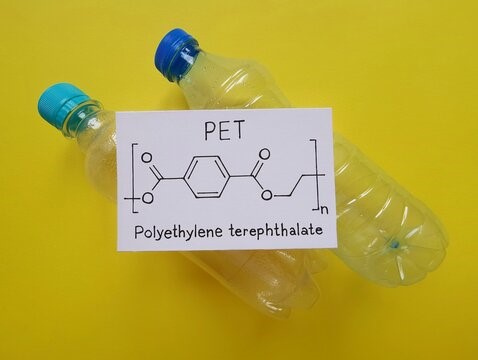
Polyethylene Terephthalate (PET) is a strong, lightweight, and transparent polymer widely used in the plastics industry. Known for its excellent recyclability, PET is a preferred choice for beverage bottles, food containers, and synthetic fibers.
Benefits:
- Strength-to-Weight Ratio: Offers durability without being heavy.
- Clarity: Transparent, making it ideal for packaging.
- Recyclability: Can be recycled, reducing environmental impact.
Applications:
- Beverage Bottles: Widely used in the production of soda and water bottles.
- Food Containers: Keeps food fresh and visible.
- Synthetic Fibers: Used in textiles to produce polyester fibers.
- Packaging: Employed in various packaging applications due to its strength and clarity.
6. Acrylonitrile Butadiene Styrene (ABS)

Acrylonitrile Butadiene Styrene (ABS) is a strong and durable thermoplastic known for its glossy finish. It offers excellent impact resistance, making it ideal for products that need to withstand physical stress.
Benefits:
- Strength and Durability: Resistant to physical impacts.
- Glossy Finish: Provides an attractive, shiny appearance.
- Impact Resistance: Can withstand significant force without breaking.
Applications:
- Automotive Components: Used in dashboards, wheel covers, and other parts.
- Toys: Popular in the production of toys like LEGO bricks.
- Electronic Housings: Used in the casing of electronics like computers and smartphones.
- Consumer Products: Utilized in a wide range of household and consumer goods.
7. Polycarbonate (PC)

Polycarbonate is a high-performance plastic known for its transparency, impact resistance, and high heat resistance. It is used in the production of eyewear lenses, optical disks, automotive components, and greenhouse panels.
Benefits:
- Transparency: Clear, making it ideal for lenses and screens.
- Impact Resistance: Highly resistant to shattering and breaking.
- High Heat Resistance: Can withstand high temperatures without deforming.
Applications:
- Eyewear Lenses: Used in glasses and protective goggles.
- Optical Disks: Common in CDs and DVDs.
- Automotive Components: Utilized in parts that require high durability.
- Greenhouse Panels: Provides clear and strong covering for greenhouses.
8. Polyurethanes (PU)

Polyurethanes are versatile polymers that can be formulated into foams, elastomers, and coatings. They are vital for producing mattresses, insulation panels, adhesives, and automotive seats, thanks to their customizable properties.
Benefits:
- Versatility: Can be formulated into foams, elastomers, and coatings.
- Customizable Properties: Properties like hardness and flexibility can be tailored.
- Abrasion Resistance: Durable against wear and tear.
Applications:
- Mattresses: Used in foam for comfort and support.
- Insulation Panels: Provides thermal insulation in buildings.
- Adhesives: Strong bonding agents in various applications.
- Automotive Seats: Used in car seats for comfort and durability.
9. Polytetrafluoroethylene (PTFE)

PTFE, commonly known as Teflon, is renowned for its non-stick properties and high chemical resistance. It is used in non-stick cookware, gaskets, wire insulation, and chemical processing equipment.
Benefits:
- Non-Stick Properties: Prevents adhesion of substances.
- High Chemical Resistance: Unaffected by most chemicals.
- High-Temperature Resistance: Can withstand very high temperatures.
Applications:
- Non-Stick Cookware: Used in pans and other cookware.
- Gaskets: Provides sealing in high-temperature environments.
- Wire Insulation: Protects electrical wires.
- Chemical Processing Equipment: Used in equipment that handles harsh chemicals.
10. Epoxy Resins

Epoxy resins are thermosetting polymers known for their strong mechanical properties and adhesion. They are essential in the plastics industry for making adhesives, coatings, composite materials, and are widely used in the automotive, aerospace, construction, and electronics industries.
Benefits:
- Mechanical Properties: Strong and durable.
- Strong Adhesion: Bonds well to various surfaces.
- Chemical Resistance: Resistant to many chemicals.
Applications:
- Adhesives: Used in structural and non-structural bonding.
- Coatings: Protects surfaces from corrosion and wear.
- Composite Materials: Used in the production of high-strength materials.
- Industries: Widely used in automotive, aerospace, construction, and electronics for its reliability and performance.
Conclusion - Top 10 Chemicals for Plastics Industry

The chemicals used in the plastics industry are crucial for developing materials with specific properties tailored to diverse applications. From the everyday convenience of polyethylene and polypropylene to the specialized uses of polycarbonate and PTFE, these chemicals enable the creation of a vast array of products that are integral to modern life.
Understanding the role and benefits of each chemical helps in appreciating the complexities and innovations within the plastics industry, driving forward advancements in materials science and engineering.
How can we help you with your chemical requirements?
✅ Are you a company of 11 - 50 people?
✅ Do you use more than 1000 tons of industrial chemicals per year?
✅ Do you spend too much time finding the right chemical manufacturers?
✅ Are you unsure each time whether you will get the right grade of chemical?
If your answer is YES, Reduce Your Chemical Sourcing Headaches, Contact Us Now for a FREE Consultation and Samples Offer
✅Camachem: Quality Chemicals. Every Single Time✅
-
Bulk SMBS for Sale: 5 Key Applications for Australian Factories
 January 7, 2026
January 7, 2026 -
Top 5 Xanthates Every Australian Mining Operation Should Source in Bulk
 January 6, 2026
January 6, 2026 -
Top 7 Industrial Chemicals You Can Import from China to Australia in Bulk
 January 5, 2026
January 5, 2026 -
5 Mining Reagents You Should Source in Bulk for Australian Operations
 December 31, 2025
December 31, 2025 -
6 Chemicals Australian Water Treatment Plants Must Stock in Bulk
 December 30, 2025
December 30, 2025